Plegadora sincronizadaFerry PPE-CNC 402604 a 8 ejes (Y-1, Y-2, X, Z, R1, R2) |
| La plegadora sincronizada Ferry PPE-CNC nace sobre un concepto puramente mecánico a partir de la prensa plegadora hidráulica de BARRA DE TORSIÓN y que durante muchos años ha estado presente en el mercado como solución a los problemas de plegado. La incorporación de la electrónica ha revolucionado el sistema con un principio básico: Eliminar al máximo los elementos mecánicos y conseguir una PRENSA PLEGADORA SINCRONIZADA, donde la intervención del operario sea dirigida por la propia máquina y minimizar la dependencia manual. Así se consigue un plegado de calidad y una mayor producción con personal menos especializado. |
 |
Configuración y detales de la máquina |
| Características mecánicas y electrónicasPlegadora electrónica de equilibrado automático mediante indexación de ejes al arranque de con de tablero móvil descendente. Su configuración estándar es CNC de 4 ejes (Y-1, Y-2, X, R) ampliable a 8 ejes (Z-1, Z-2, X-1, X-2) y su control DELEM 66-W ó CYBELEC MODEVA 10.Los ejes Y-1, Y-2 están situados en cada cilindro y su regulación es automática, permitiendo no obstante la corrección de forma independiente lo que garantiza un plegado simétrico en los dos extremos de las chapas. |
| El eje X pertenece al tope posterior que regula la medida de alas deseada en cada doblado y su desplazamiento es automático.El eje R efectúa un movimiento vertical del eje X para alcanzar la mejor posición de apoyo de la chapa.Todos los movimientos obedecen las instrucciones dadas por el Control y su cálculo es totalmente automático a partir de los parámetros introducidos | |||
| Sistema hidráulico con válvulas de última generación que permiten un alto rendimiento en las repeticiones y una perfecta sincronizacion de sus cilindros hidráulicosSituado en la parte superior trasera de la máquina y totalmente accesible de forma manual, este conjunto dispone de una válvula proporcional de presión y dos grupos de válvulas (uno por pistón) el cual incluye para cada uno de ellos una electroválvula de velocidad rápida y una de velocidad lenta y posición (proporcional de última generación) que regula electrónicamente el punto de plegado de forma centesimal.Así mismo el conjunto está adaptado a la Normativa vigente e incluye válvulas de seguridad y transductores de posición en las mismas. | |||
| GuíasEl tablero superior se desplaza en su descenso sobre unas guías templadas y rectificadas con mínimas tolerancias ajustables y con una placa sintética para facilitar el deslizamiento. | |||
| Compensación automática de la deflexión en el bastidorEn cada montante lateral de la plegadora se ha fijado una sólida estructura en forma de “C” conocida como submarco o submontante. Aunque estos están sujetos a la base lateral de la máquina, quedan libres en la parte superior para no verse afectados por la deflexión del bastidor.Sobre esta parte están montados los encoders lineales que transmiten la posición exacta de las válvulas proporcionales de los ejes Y1 e Y2 (los cilindros) y que garantizan un perfecto plegado en grados. |  |
||
TopeConocido como eje X, es desplazado sobre husillo a bolas y doble guía mediante la programación en el control. Efectúa los movimientos automáticamente para conseguir la medida de ala adecuada en cada doblado.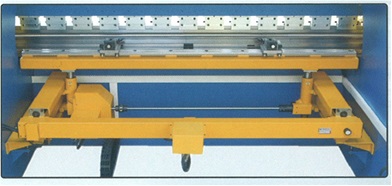
TOPE (EJES X-R) TOPE TRASERO de alta velocidad conducido por servo-motor sobre guías lineales y husillos a bolas con tolerancias de +/- 0.01 en los ejes X; R. Que se auto-posiciona en cada paso del plegado. |
|||
| Mesa estrecha con cajera autocentranteLa configuración del modelo de plegadora PPE-CNC integra una mesa estrecha que nos asegura un mejor aprovechamiento de la máquina para realizar plegados difíciles. Está atornillada sobre el tablero inferior y en origen tiene un mecanizado con unas décimas de bombeado para la compensación de flecha en el plegado.La ausencia de soldadura permite en el futuro cuando por desgaste pierde este bombeado, extraerla a sus características de origen.El modelo PPE-CNC también está equipado con una mesa cajera autocentrante que permite adaptar y centrar las matrices de forma rápida y precisa, evitando malas posiciones con respecto al punzón.Su anchura permite auto-centrar la matriz de forma directa y evitar el riesgo de rotura de utillajes. De forma opcional el blocaje puede ser neumático. |  |
||
| Mesa de compensación motorizada tipo WILA regulada por CNCAl efectuar un plegado, el tablero superior flexiona en función de la resistencia que ofrece la chapa. En trabajos con diferentes espesores esta flexión es distinta cada vez y no permite efectuar un plegado perfecto en el centro por falta de compensación en el tablero inferior.Rastro Máquinas, incorpora una mesa especial de bombeado que una vez constatados los grados de diferencia que se presentan, permite mediante una simple instrucción en el control compensar el error y alcanzar un plegado perfecto en toda la longitud.Evita la perdida de grados en los pliegues de forma automática acorde con las toneladas aplicadas.
|
|||
| Bridas porta-punzón5 BRIDAS INDEPENDIENTES por metro como soporte de punzón situadas entre el tablero superior y el punzón, permite salvar en caso de mal uso o por el propio desgaste en el tiempo, las marcas o deformaciones irreparables que podrían ocasionarse al tablero.Tienen función de sufridera y con su extracción y rectificado permite mantener el punto de trabajo en situación óptima. La medida individual es de 150mm y van colocadas 5 unidades por cada metro lo que permite disfrutar de una distancia entre ellas que aumenta las opciones de trabajo sobre piezas de alas altas.Su colocación es muy sencilla, pues son de blocaje rápido y con un simple movimiento puede extraerse el punzón sin necesidad de aflojar tornillos. |  |
||
| Utillaje estándar montado en máquina− Punzones tratados a 140 kgs. En tramos de 835 mm a toda la longitud de la máquina.− 1 punzón igual al anterior fraccionado en varios tramos con bigornias laterales.− Matriz con 4 bocas anchura 60 mm en tramos de 835 mm a toda la longitud de la máquinaEl sistema de amarre superior estándar es tipo PROMECAM, no obstante puede incorporarse cualquiera.La matriz inferior situada sobre la mesa de trabajo viene en origen con 4 bocas autocentrantes de 835 mm de longitud para los distintos espesores de chapa y en toda la longitud de la máquina. Al igual que los punzones puede ser fraccionada. | |||
| Características eléctricasLos componentes eléctricos utilizados en la fabricación de las máquinas FERRY son SIEMENS. Alta calidad y fácil adquisición en el mercado | |||
| Manipulación de la máquinaPara el descenso y subida del tablero superior se dispone de un mando a pedal. La operatividad de la máquina se estipula mediante un conmutador que permite conjugar varias opciones, todas supeditadas a la normativa vigente cuyo objetivo básico es proteger al operador mientras tenga las manos en la zona de peligro y haya un movimiento de bajada de la máquina | |||
Formas de trabajo y adecuación de normasLa máquina por expresa indicación de la Normativa comunitaria dispone de unas barreras de protección frontales en forma de cortina multihaz (Laser). Ello impide que el tablero superior descienda a velocidad rápida si se introducen las manos. Llegado al punto considerado de nulo riesgo (mute), de forma automática cambia la velocidad y permite acercarlas. Así pueden actuar los siguientes ciclos:
Descenso de tablero superior mediante pedal en velocidad de seguridad hasta la cota deseada. Ascenso de tablero mediante el pedal de subida. Para centrar la matriz necesaria, debe efectuarse en esta posición para evitar riesgo físico. Para piezas pequeñas donde se precisa introducir las manos cerca de los útiles y que no lo permite la velocidad rápida
Descenso del tablero superior mediante pedal con velocidad rápida hasta el punto crítico de riesgo (mute). Aquí cambiará la velocidad y continuará el proceso de plegado. Cuando alcance la presión y posición elegida subirá automáticamente
Igual al proceso anterior pero con cambio automático de la secuencia de plegado
El recorrido de ascenso del tablero es regulable hasta un mínimo para aumentar la producción. En cualquier caso, si el operador retira manos o pie de los comandos el tablero superior se detiene. |
|||
|
|
|||


Características técnicas |
|
| Longitud de plegadoDistancia entre montantesPotencia de máquina
Cuello de cisne Carrera del cilindro Distancia mesa-trancha Recorrido tope trasero Altura de trabajo Velocidad de aproximación (ajustable) Velocidad de trabajo (regulable) Velocidad de retroceso Potencia de motor Capacidad depósito de aceite Peso aproximado |
4.100 mm. 3.550 mm. 260 tn. 410 mm. 275 mm. 550 mm. 800 mm. 900 mm. 140 mm/seg. 11 mm/seg. 140 mm/seg 22 kw. 300 l. 18 tn. |
CONTROL NUMERICO DELEM DA-66 W 2D |
|
| PRESTACIONES | |
| Fácil uso de manejo para usuarios y ahorro en tiempos muertos y pruebas de plegado | |
| Programación gráfica: significa únicamente diseñar el perfil del producto sobre la pantalla. Cálculo de secuencias de plegado: el programa BEND EXPERT calcula automáticamente las secuencias de plegado adecuadas y el usuario puede examinar en el monitor la pieza a fabricar en simulación bidimensional con el correspondiente cálculo del desarrollo de la chapa Simulación en DOS dimensiones (2 D):. También y en función de las características de la pieza expondrá el orden de plegado para que los útiles tengan acceso y pueden ejecutar todos los dobleces Librería de utillaje: El control DA-66 dispone de una página donde colocar todas las características con medidas de los utillajes que se pueden utilizar | |
| Arquitectura modular con innovadora electrónica | |
| 2500 líneas de programa: para memorizar las piezas deseadas con los útiles necesarios y así evitar en piezas repetidas una nueva programación. Con ello se consigue archivar directamente un número muy alto de programas. Disco suplementario (opcional): para cualquier ampliación de la capacidad de archivo del control. Sistema de señalización de errores y ayuda: para evitar fallos en la programación y operatividad de la máquina. Con ello reduce al mínimo el tiempo de busca del inconveniente. | |
| Interface RS 234 o Interface opcional Ethernet para un funcionamiento flexible del DNC. | |
| CARACTERISTICAS TECNICAS | |
|
 |
| ESPECIFICACIONES DE PROGRAMA: | ||
| EJE YResoluciónPrecisiónAngulo de plegadoApertura eje Y (DY)Mute
Paralelismo Y1-Y2 Tiempo de espera Velocidad de caída Distancia de descompresión Velocidad de descompresión |
0-999,99 mm 0,001 mm +/- 0,01 0-180º 0-999,99 mm 0-999,99 mm 0 a +/- 50 mm 0-10 s 0,1 – 20,0 mm/s 0-999,99 mm 0,1 – 20,0 mm |
|
| EJE XResolución (seleccionable)Retracción posteriorVelocidad de posicionamiento |
0 – 16,000 MM 0,1 – 0,01 MM 0 – 9,999 MM 600 MM/S. MAX |
|
| CALCULO AUTOMÁTICO DE FUNCIONES: | ||
|
||
| CONTROL DE EJES | ||
| Eje YEje XEje REje R-1 R-2Eje Z-1 Z-2Eje V | Velocidad ciclo completo y control sincronizadoServoloopServoloopServoloopServoloopCambio útil | |
Descargue ficha técnica completa, catálogo y todos los modelos de esta plegadora
FUNCIONES OPCIONALES: |
|
| INTERFACE: |
|
| INCLUYE: |
|
 |